
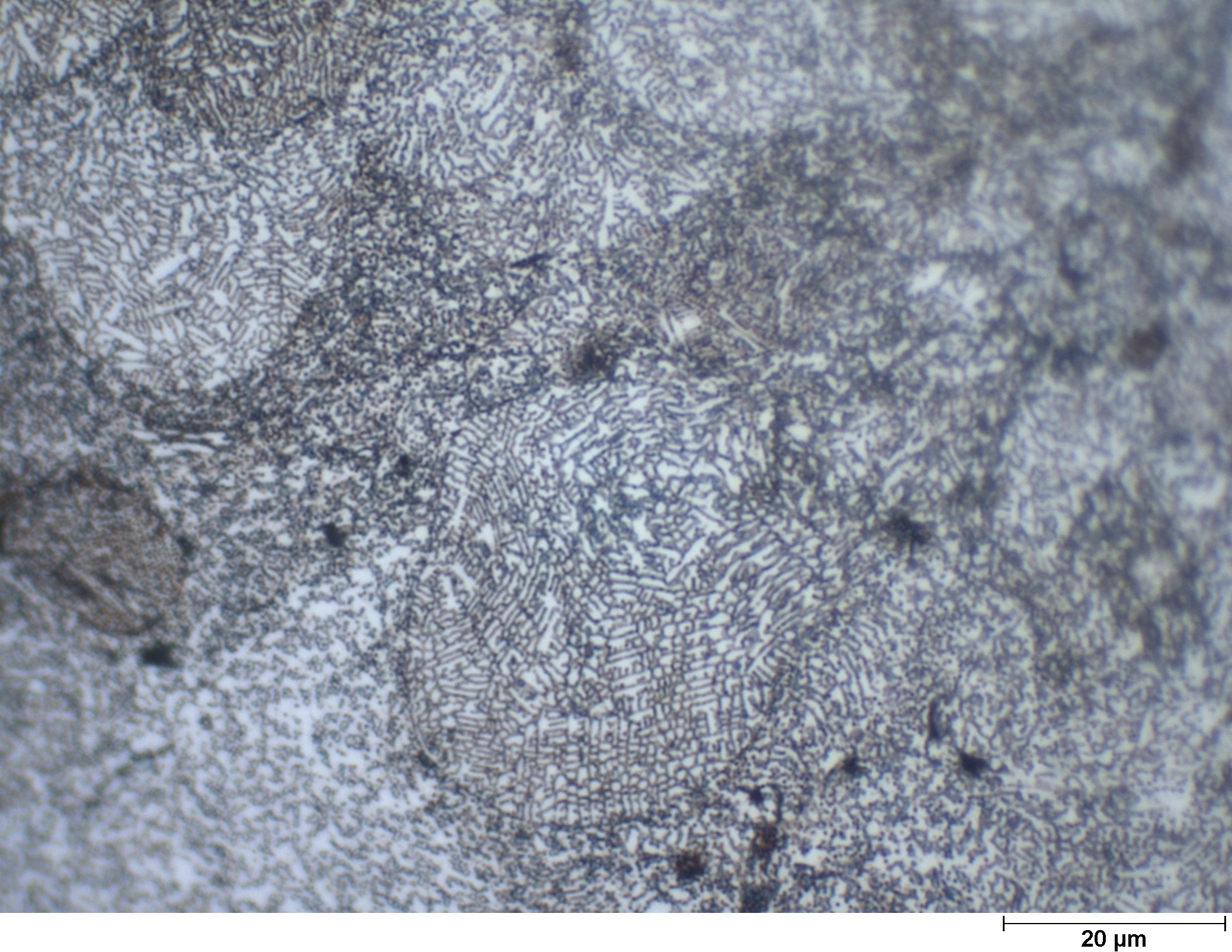
WC-17Co
LACS enables the deposition of WC-Co composite coatings on steel substrates using nitrogen based cold spray. Resulting coatings have hardness in excess of 1500 Hv.
Ground 500 µm coating.
Dense, well adhered coating.
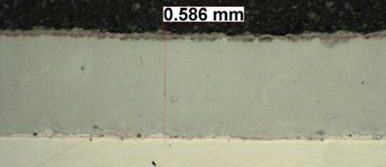
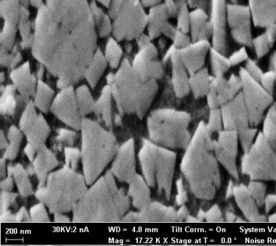
Lack of melting prevents dissolution of sub µm carbide particles into the matrix.
The solid state mechanism exploited by LACS also allows other temperature sensitive components such as magnetic materials or solid state lubricants into coatings and bulk deposits.
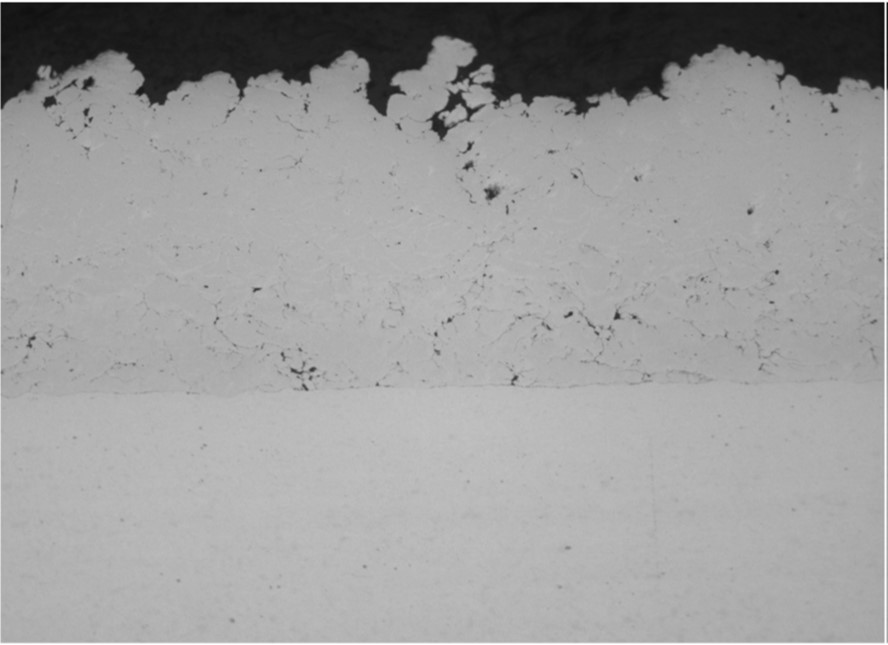
Tungsten
LACS overcomes the limitations of CS to enable the deposition of Tungsten coatings. By the avoidence of melting, cracking typical of themal deposition processes is also overcome.
Mutlilayer coatings > 2.5 mm have been demonstrated with tensile strength comparable with bulk material.

Coating strcuture shows consolidated particles on a similar scale to the powder feedstock.
Cross section of a ~ 1 mm thick tungsten coating on molybdenum substrate. Coating is bonded to substrate without cracks or pores.

Tungsten coatings have been applied to tungsten and molybdenum substrates and are being evaluated for use in a range of industires.
Stellite 6™
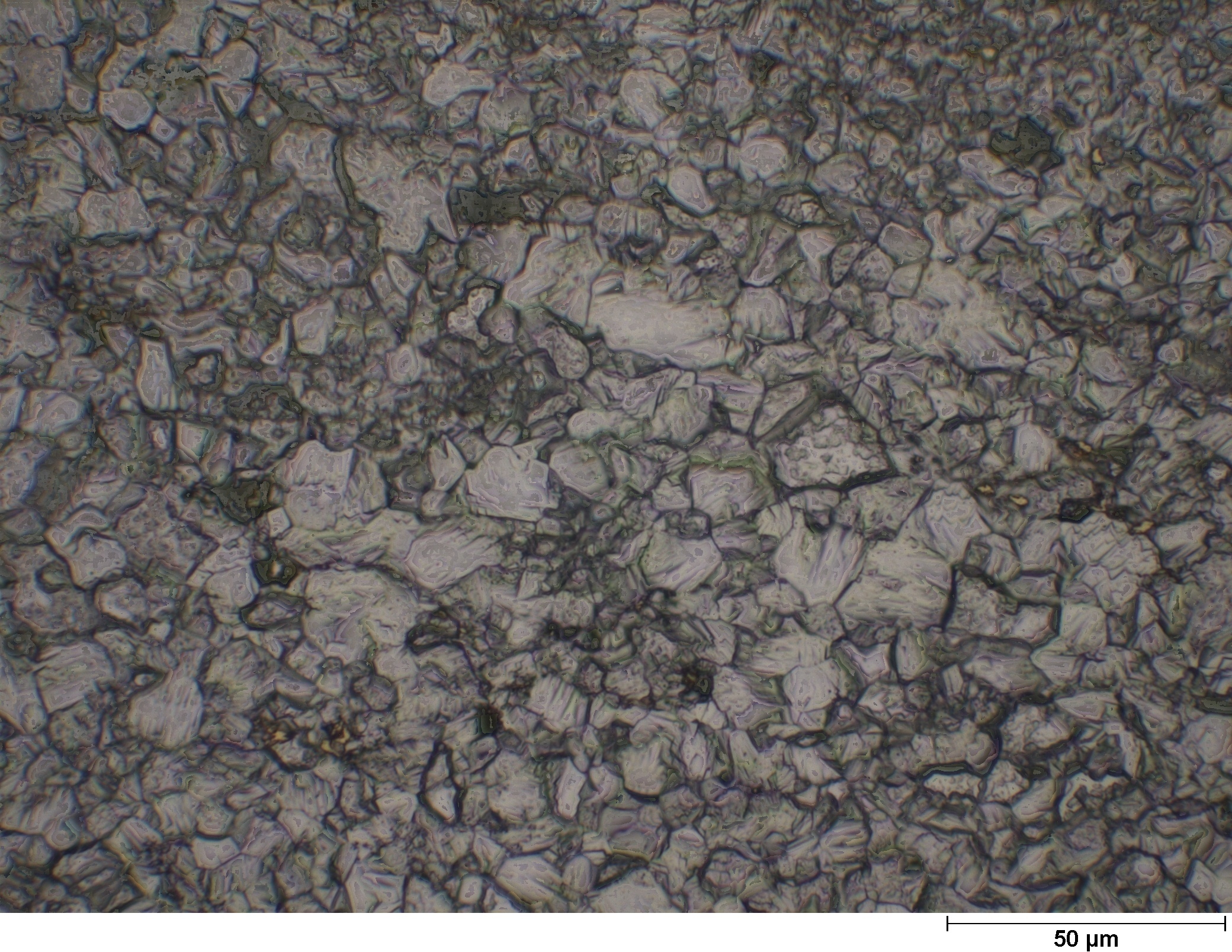
By not melting LACS deposits materials that retain the grain structure of the source powder.
We deposit bulk coatings.

With identifiable particule structure within the coating.
The fine microstructure of the powder particle is retained in the coating.
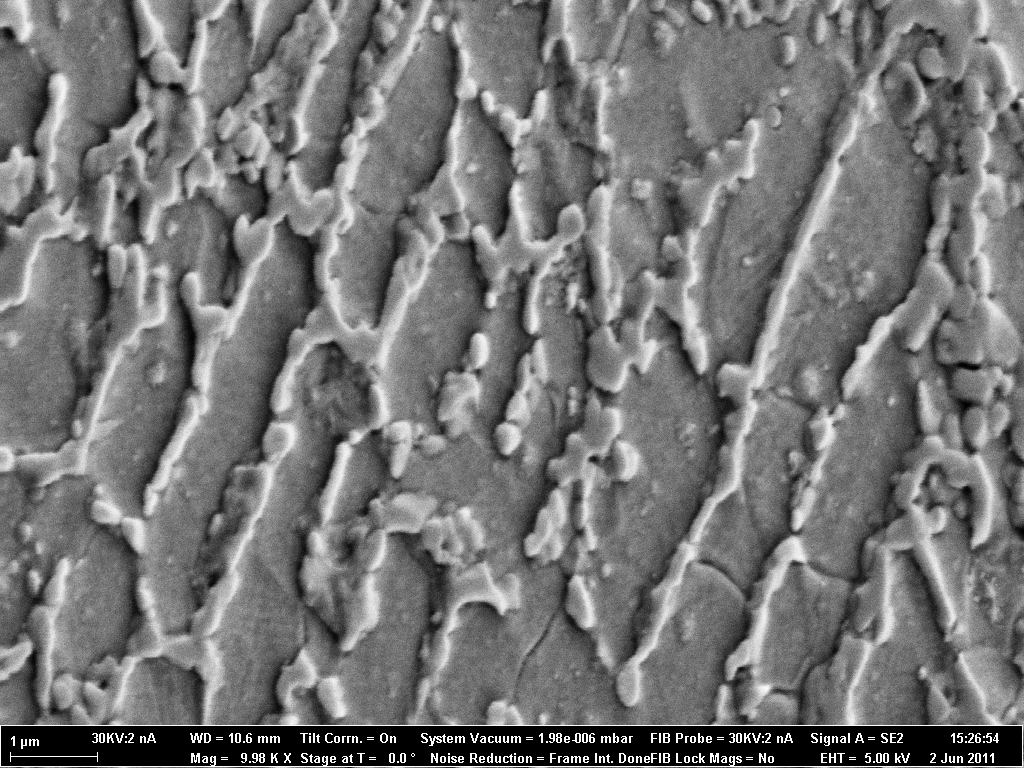
Not got the latest high pressure high temperature cold spray system? This is a 30 bar 500 °C Nitrogen deposit!

Despite having similar hardness, LACS coatings containing sub µm carbides have demonstrated a 50% reduction in friction and reduced wear when compared with laser clad coatings from the same feedstock powder.
Titanium
Titamium is one of the easiest materials to build in bulk using LACS, and is suitable for both repair and component manufacture.
Using a low specification (30 bar 500 °C) CS system
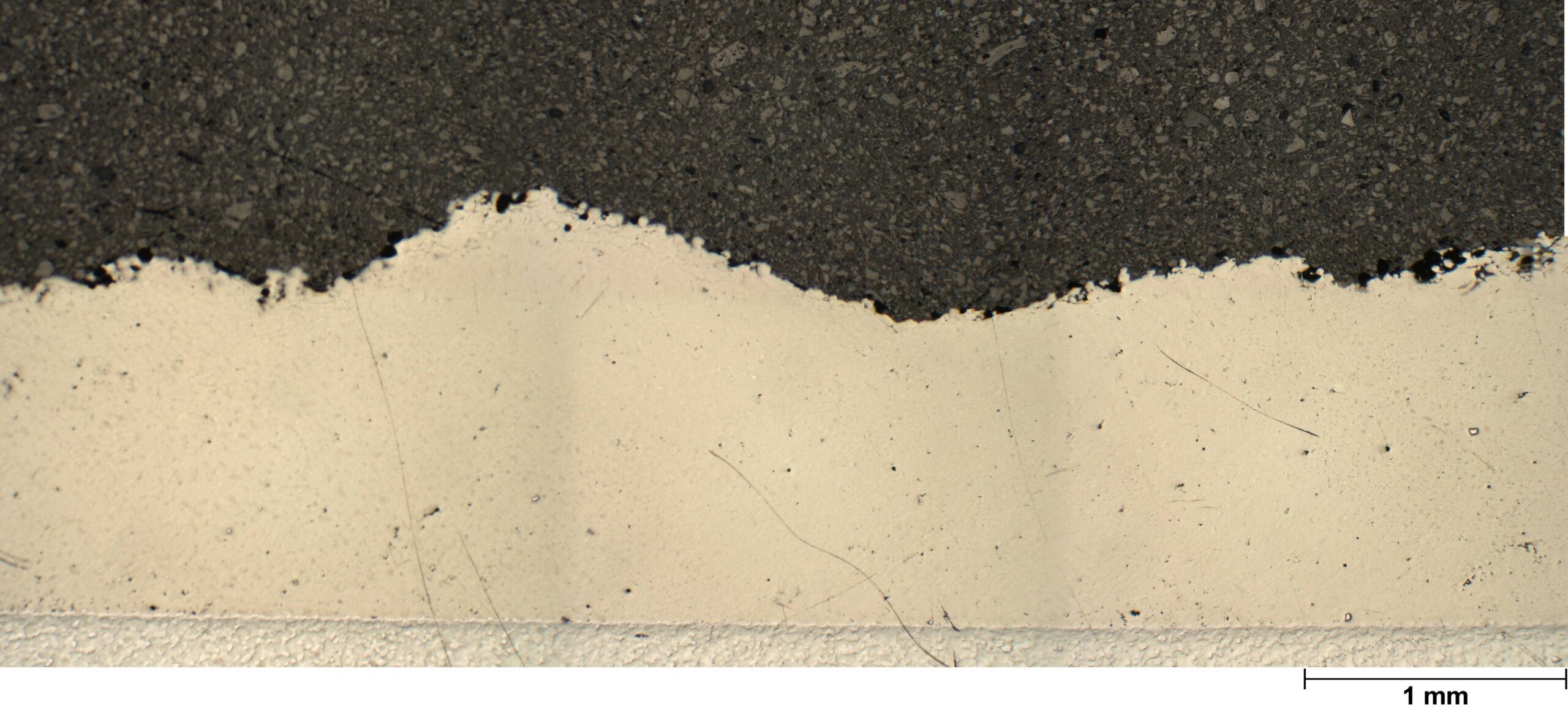
We deposit bulk coatings

Showing here Ti on Ti64 substrate with an adhesion strength of >81 MPa while avoiding changes to substrate hardness.
By improving the performance of coatings deposited using nitrogen, LACS reduces the need for helium based cold spray, significnatly cutting operational costs.